


În timpul procesului de granulare al unei mașini de pelete de furaje, există pelete de furaje individuale sau pelete de furaje individuale cu diferite culori, cunoscute în mod obișnuit ca „hrană pentru flori”. Această situație este comună în producția de hrană acvatică, manifestată în principal prin faptul că culoarea particulelor individuale extrudate din matrița inelă este mai închisă sau mai deschisă decât alte particule normale, sau culoarea suprafeței particulelor individuale fiind inconsecventă, afectând astfel calitatea aspectului întregului lot de furaj.

Principalele motive pentru acest fenomen sunt următoarele:
a)Compoziția materiilor prime pentru furaje este prea complexă, cu prea multe tipuri de materii prime, amestecare neuniformă și conținut inconsecvent de umiditate al pulberii înainte de procesarea particulelor de furaje.
b)Conținutul de umiditate al materiilor prime utilizate pentru granulare este inconsecvent. În procesul de producție a alimentelor acvatice, este adesea necesară adăugarea unei cantități mici de apă la mixer pentru a compensa pierderea de apă din materiile prime după zdrobirea ultrafină. După amestecare, acesta este apoi trimis la balsam pentru temperare. Unii producători de furaje folosesc un proces prea simplu pentru a face furaje - pun materialele necesare pentru formulă direct în mixer și adaugă suficientă apă, în loc să efectueze un proces detaliat și lent de adăugare conform cerințelor profesionale. Prin urmare, le este dificil să asigure o distribuție echilibrată a ingredientelor furajelor în ceea ce privește solubilitatea în apă. Când folosim aceste ingrediente amestecate pentru tratamentul de condiționare, vom constata că, datorită eficienței balsamului, conținutul de umiditate nu poate fi dispersat rapid în mod uniform. Prin urmare, maturitatea produselor alimentare prelucrate sub acțiunea aburului variază foarte mult între diferitele părți, iar ierarhia culorilor după granulare nu devine suficient de clară.
c)Există materiale reciclate cu granulare repetată în recipientul de granulare. Materialul granular după granulare poate fi transformat în produsul finit numai după ce a fost răcit și cernut. Pulberea fină cernută sau materialul cu particule mici intră adesea în procesul de producție pentru regranulare, de obicei într-un mixer sau în așteptarea silozului de granulare. Datorită faptului că acest tip de material de retur este recondiționat și granulat, dacă este amestecat neuniform cu alte materiale auxiliare sau amestecat cu materiale cu particule mici de mașină de retur după condiționare, poate produce uneori „material de flori” pentru anumite formule de furaj.
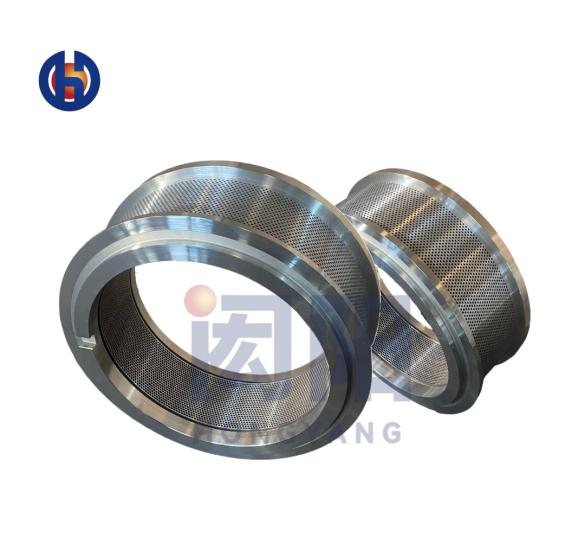
d)Netezimea peretelui interior al deschiderii matriței inelare este inconsecventă. Datorită finisajului inconsecvent al suprafeței găurii matriței, rezistența și presiunea de extrudare pe care obiectul le experimentează în timpul extrudarii sunt diferite, ceea ce duce la schimbări inconsistente de culoare. În plus, unele matrițe inelare au bavuri pe pereții micilor găuri, care pot zgâria suprafața particulelor în timpul extrudării, rezultând diferite culori ale suprafeței pentru particulele individuale.
Metodele de îmbunătățire pentru cele patru motive pentru producerea „materialelor florale” enumerate mai sus sunt deja foarte clare, controlând în principal uniformitatea de amestecare a fiecărui component din formulă și uniformitatea de amestecare a apei adăugate; Îmbunătățirea performanței de călire și revenire poate reduce modificările de culoare; Controlați materialul mașinii de returnare. Pentru formulele care sunt predispuse să producă „material de flori”, încercați să nu granulați direct materialul mașinii de returnare. Materialul mașinii de returnare trebuie amestecat cu materia primă și zdrobit din nou; Utilizați matrițe inelare de înaltă calitate pentru a controla netezimea găurilor matriței și, dacă este necesar, șlefuiți găurile matriței inelare înainte de utilizare.
Se recomandă configurarea unui balsam diferențial cu două straturi și a unui balsam extins cu două straturi, cu un timp de stingere de până la 60-120 de secunde și o temperatură de stingere de peste 100 ℃. Călirea este uniformă și performanța este excelentă. Utilizarea prizei de aer în mai multe puncte mărește foarte mult aria secțiunii transversale a materialului și a aburului, îmbunătățind astfel maturitatea materialului și îmbunătățind efectul de călire și revenire; Panoul de instrumente digital și senzorul de temperatură pot afișa temperatura condiționării, făcându-l ușor de controlat de către utilizatori în orice moment.
Informații de contact pentru asistența tehnică:
Whatsapp: +8618912316448
E-mail:hongyangringdie@outlook.com
Ora postării: 26-iul-2023








